
Vollautomatisierte Montage von 4 Dichtstopfen sowie Dichtprüfung von 11 Prüfräumen an Elektro-Antriebsgehäuse
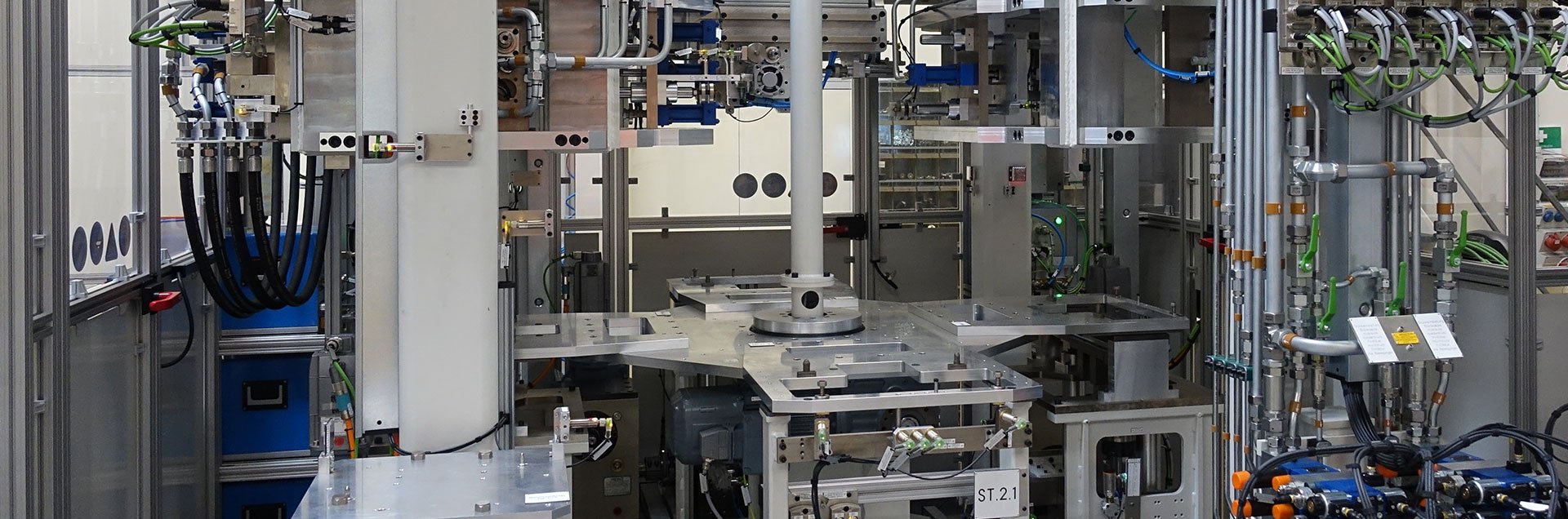
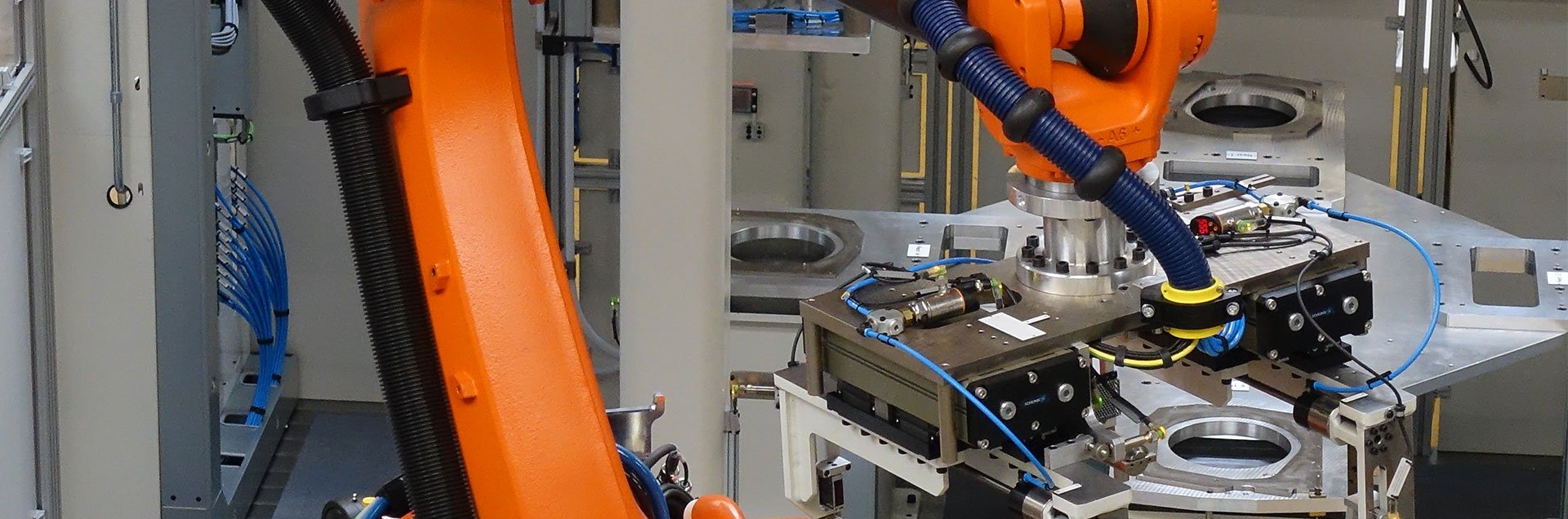
Auf einer Fläche von ca. 9,70 x 9,50 m (Länge x Breite) werden in einer Montage- und Dichtprüfmaschine 4 Dichtstopfen in Elektro-Antriebsgehäuse eingepresst sowie 11 Räume mittels den Messprinzipien Mass Flow und Differenzdruck dichtgeprüft. Ein Rollenband führt der Anlage die auf einem Werkstückträger mit Datenträger stehenden Werkstücke zu. Die Be- und Entladung als auch das Handling der Werkstücke innerhalb der Anlage wird von 2 Robotern mit Doppelgreifern übernommen.
Die Anlage ist für 2 verschiedene Werkstücktypen von Elektro-Antriebsgehäusen ausgelegt. Sie besteht aus einem Montagerundtisch mit 2 Einpressstationen (90°-Teilung) sowie aus 2 weiteren Rundtischen mit je 3 Dichtprüfstationen für die sortenreine Dichtheitsprüfung der E-Antriebsgehäuse (ebenfalls 90°-Teilung). Auf dem Montagerundtisch presst jeweils eine servo-elektrische Bayer-Einpresseinheit in 2 Stationen je 2 Dichtstopfen mit verschiedenen Durchmessern ein.
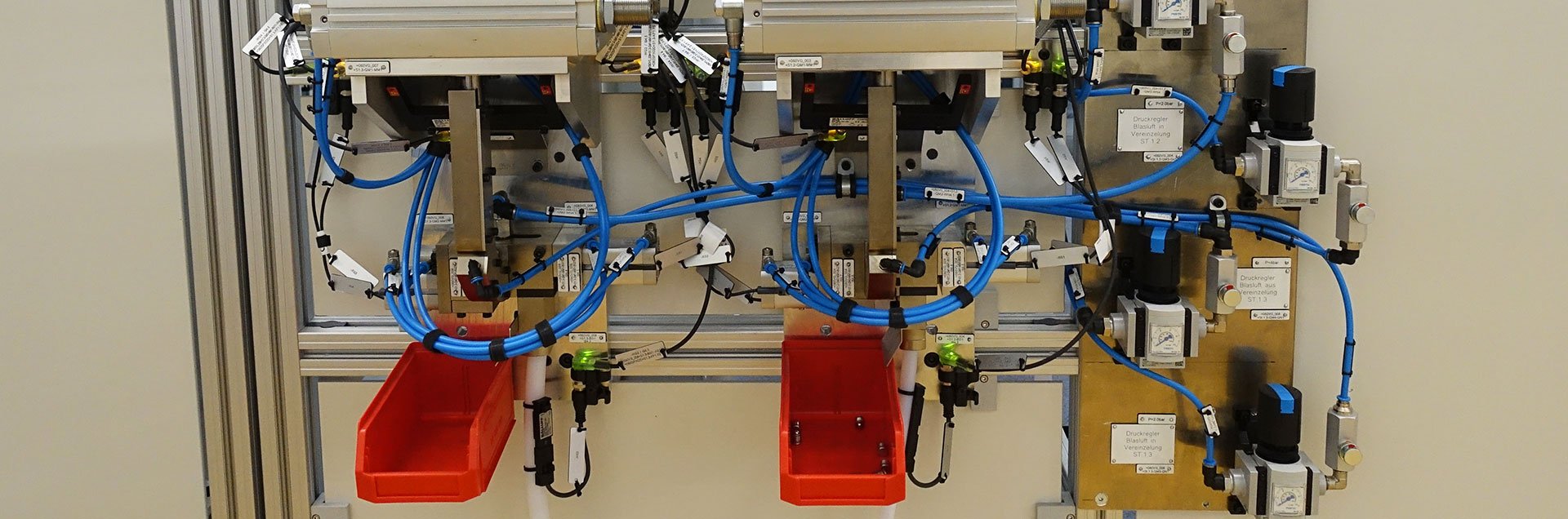
Die Zusammenfassung der Prüfräume und deren Zuordnung zu den 3 Dichtprüfstationen erfolgt nach kundenseitiger Vorgabe sowie unter der Beachtung der Taktzeit. Geometrien und Volumina der 11 Prüfräume variieren dabei stark.

- Variantenvielfalt/ Komplexität:2 Werkstücktypen E-Antriebsgehäuse
- Werkstücktransport:Zur Anlage über Verkettung: einzeln und stehend auf einem Werkstückträger, der über Rollenband in die Anlage transportiert wird. Innerhalb der Anlage: 2x Roboter mit Doppelgreifer
- Taktzeit:46 s
- Anzahl montierter Komponenten:2x2 Dichtstopfen zu jeweils Ø9 und Ø12
- Eingesetzte Einpresseinheit:1x Bayer NB pro Station, servo-elektrisch angetrieben
- Anzahl dicht zu prüfende Räume:11, darunter Innenhauptraum, Kolbenraum, diverse Kanäle
- Eingesetzte Messprinzipien:Differenzdruck insg. 8x Geräte, Mass Flow insg. 2x Geräte für die großvolumigen Prüfräume
- Anzahl der Prozesse:Auslesen Datenträger auf Werkstückträger
Einpressen von 4x Dichtstopfen
Dichtprüfung von 11 Räumen
Beschreiben Datenträger auf Werkstückträger
Ausschleusen von NIO-Teilen und manuelles Aufbringen eines Labels - Erforderlicher Personaleinsatz:0 Mitarbeiter, Montageteile als Schüttgut bereitstellen, Filterwechsel beim Hydraulikaggregat, Prozessmedien nachfüllen, manuelles Abstapeln am NIO-Band, Abdichtelemente auswechseln
- Überprüfte Parameter (Merkmale):Einpressprozess: Kraft, Weg
Dichtprüfung: Prüfdruck, Leckrate