Hohe Flexibilität bei Werkstücken und Montageteilen
Auf einer Fläche von ca. 14,5 x 15,5 m (Länge x Breite) werden in einer Dichtprüfstation mit Flexibilität für mehrere Werkstücktypen der Druckölraum von Zylinderköpfen auf Dichtheit geprüft.
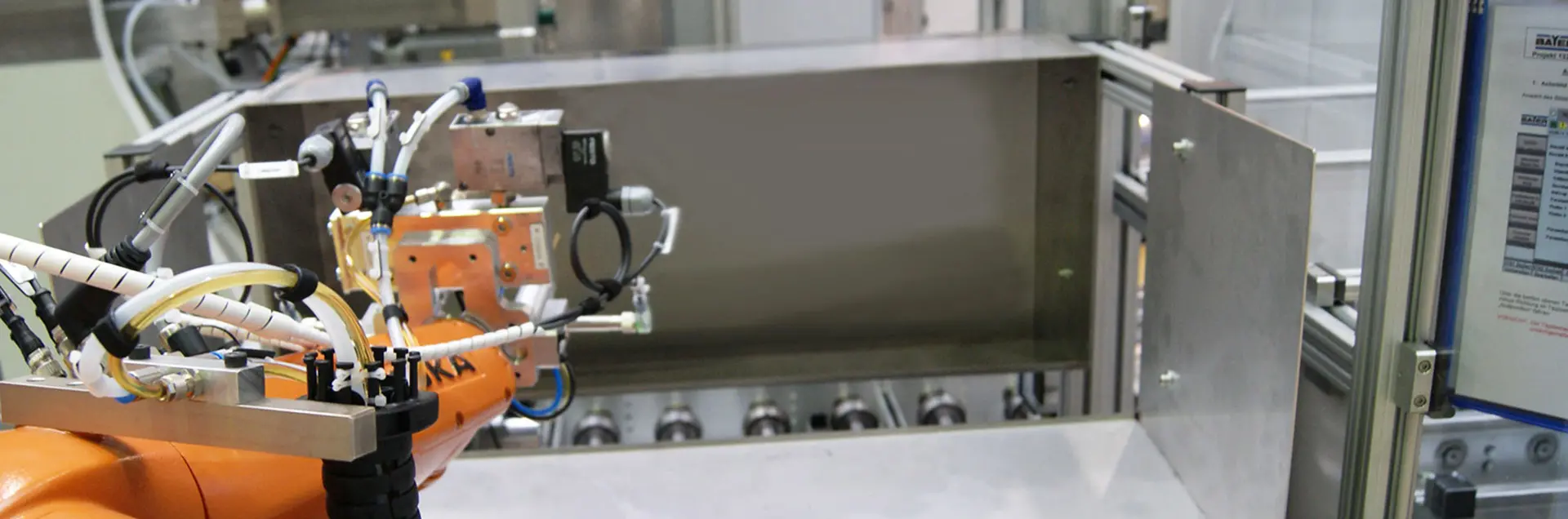
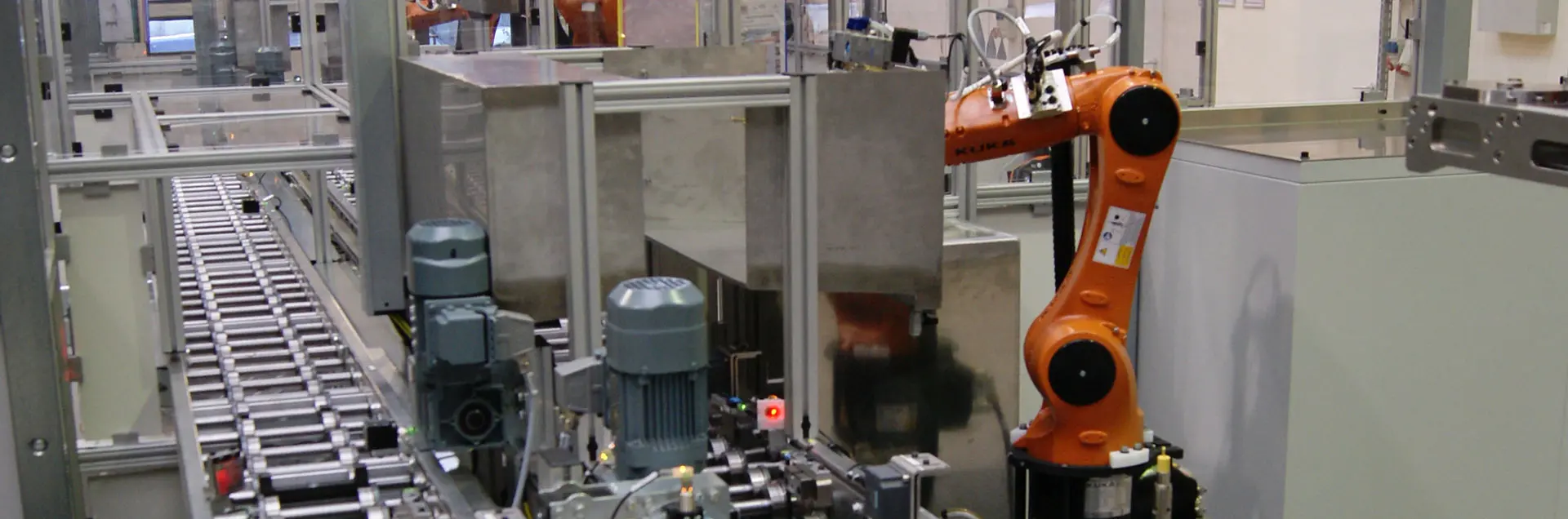
Im weiteren Verlauf werden in zwei redundanten flexiblen Montagezellen jeweils 16 bzw. 24 Ventilführungen bei Raumtemperatur und durch Stickstoff gekühlte Ventilsitzringe eingepresst. Ein Beölroboter in jeder Zelle beölt am Einlauf der Maschine die Ventilgrundbohrungen bevor ein weiterer Roboter den Zylinderkopf am Nullpunktspanner mit der Adapterplatte von der Verkettung entnimmt und in der Montageeinheit positioniert.
Nach Kundenanforderung ist die Möglichkeit einer Stichverstellung zwischen den Einpresseinheiten gegeben. Die Anzahl der Einpresseinheiten kann an die Taktzeitanforderung angepasst werden.
Bis zu 12 verschiedene Ventilsitzringe sind über eine flexible Zuführzelle vollautomatisch zuführbar und werden vor Montage prozeßsicher auf Typ und Orientierung kontrolliert. Optional ist zusätzlich eine Wirbelstromprüfung für die Materialerkennung möglich. Optional können unterschiedliche Ventilführungen über Zuführeinheiten automatisch orientiert zugeführt werden.


- Anzahl montierter Komponenten:16 Ventilführungen, 8 Ventilsitzringe Einlass, 8 Ventilsitzringe Auslass
- Variantenvielfalt/Komplexität:3 Zylinderkopftypen, Benziner/Diesel, 4-/6-Zylinder, 6 Ventilsitzringtypen (Vorhalt für 12), 1 Ventilführungstyp (Optional erweiterbar)
- Werkstücktransport:Auf Adapterplatte mit Friktionsrollenband
- Taktzeit:30/48/56 s
- Anzahl der Prozesse:Dichtprüfung Hauptölkanäle Druckölraum, Markieren mit Schlagstempel bei IO Prüfung, Beölen der Ventilgrundbohrungen vor Einpressvorgang
- Einpressvorgang: Einpressen der mit flüssigem Stickstoff unterkühlten Ventilsitzringe und der Ventilführungen bei Raumtemperatur
- Erforderlicher Personaleinsatz:0 Mitarbeiter, Montageteile als Schüttgut bereitstellen und Prozessmedien nachfüllen
- Überprüfte Parameter (Merkmale):Leckrate bei bestimmtem Prüfdruck, Orientierung und Typprüfung der Ventilsitzringe, Orientierung der Ventilführungen, Kraft-Weg-überwachter Einpressvorgang