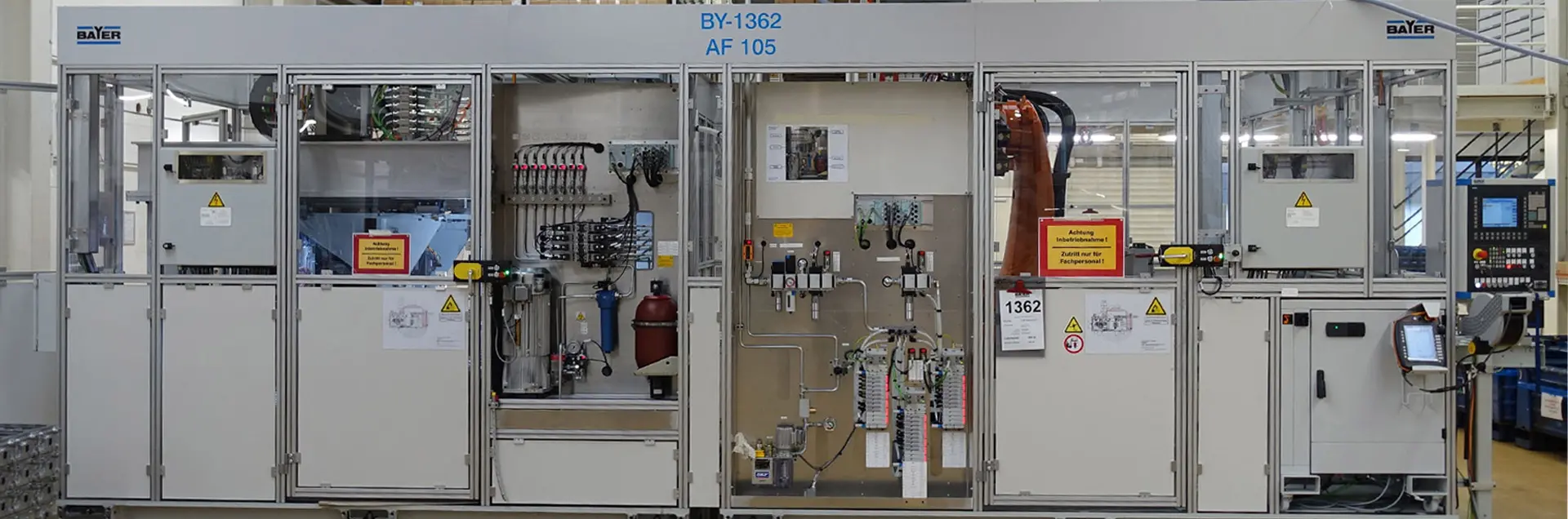
Fully automated friction stir welding
The unmachined cylinder heads are separated and aligned on the infeed conveyor system. Object recognition is used to decide which type should continue to pass through without machining and which type is to be loaded into the 4-station turntable by the handling robot.
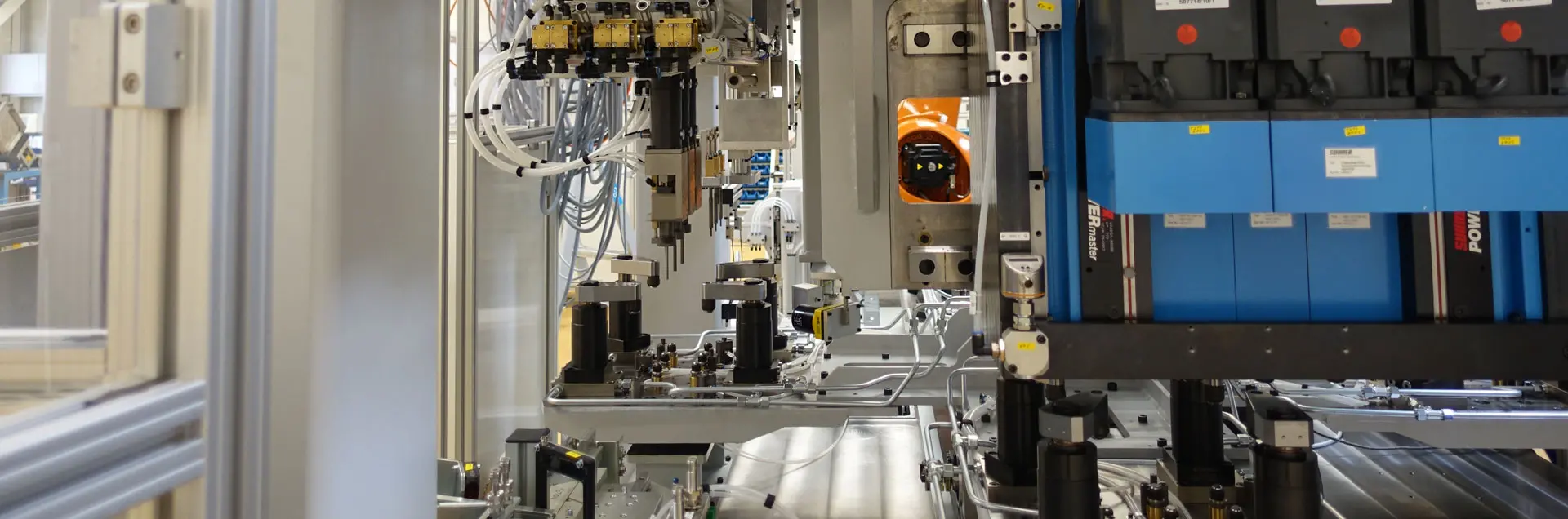
In station 3, the force/distance monitored assembly of the plugs and the hammering of the workpieces is carried out by a pneumatic impulse hammer. Cylinder heads with already assembled plugs are being detected and transported through the machine without machining.
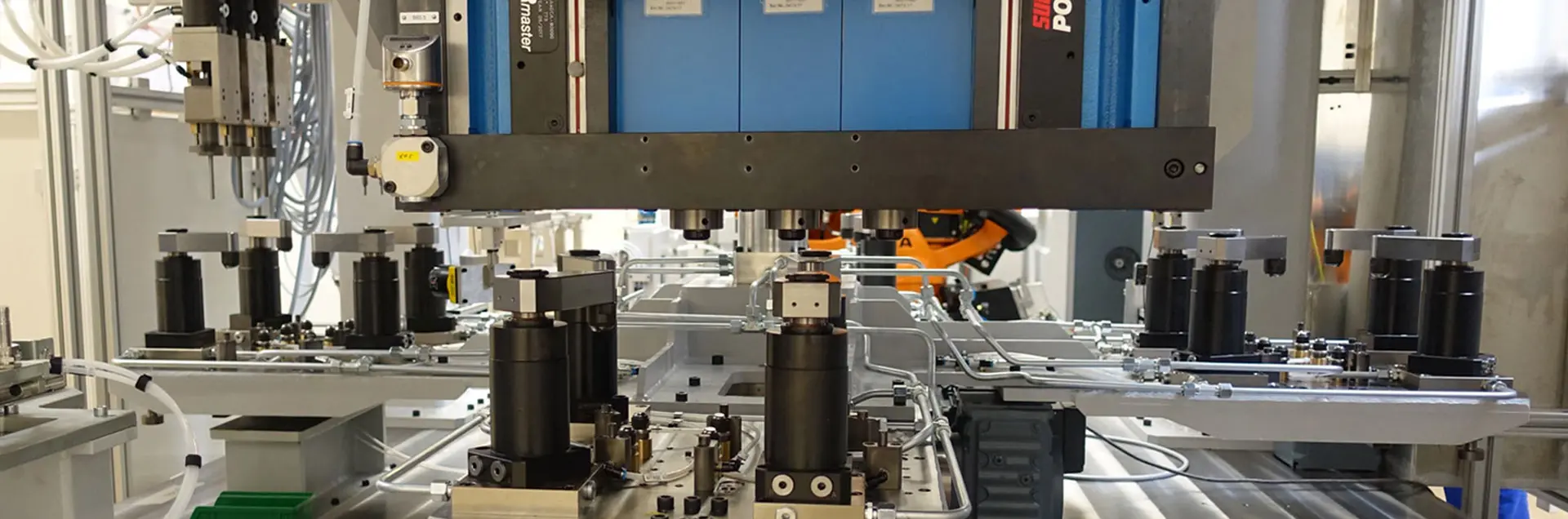
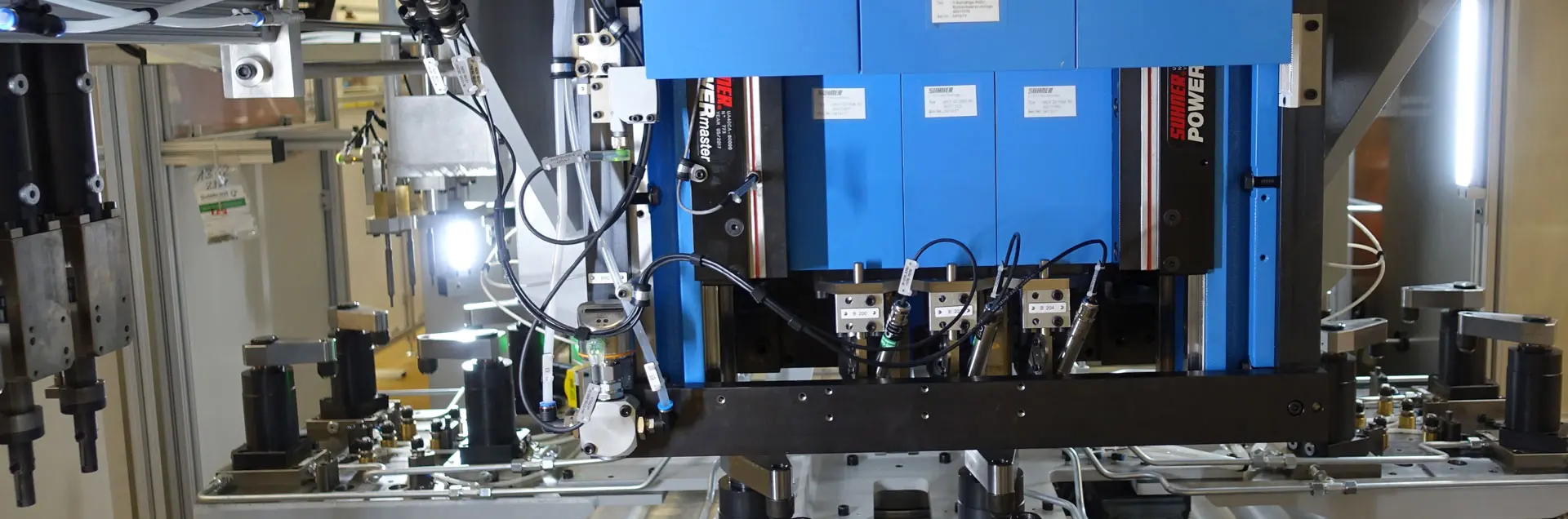
A triple headstock unit in Station 4 finally connects the resulting plug/cylinder head assembly with itself via friction stir welding.
During the entire welding process, the specified values for speed, feed, axial force progression, torque and the Z-axis control position correction value are adjusted at each spindle and stored with a time stamp.

- Number of assembled components:3 plugs
- Variability/complexity:2
- Cycle time:16 s
- Number of processes:Type recognition and alignment, blowing off cylinder head, checking cast clearance of plug hole, force/distance monitored assembly of plugs, pneumatic hammering, friction stir welding of assembled plugs, transfer of OK/NOK parts
- Required personnel:0 employees, only for refilling of the assembly parts
- Monitored process parameters:Assembly process: Force, distance
Friction stir welding process: Speed, feed, axial force progression, torque progression, Z-axis control position Z axis correction value, X/Y positioning slide