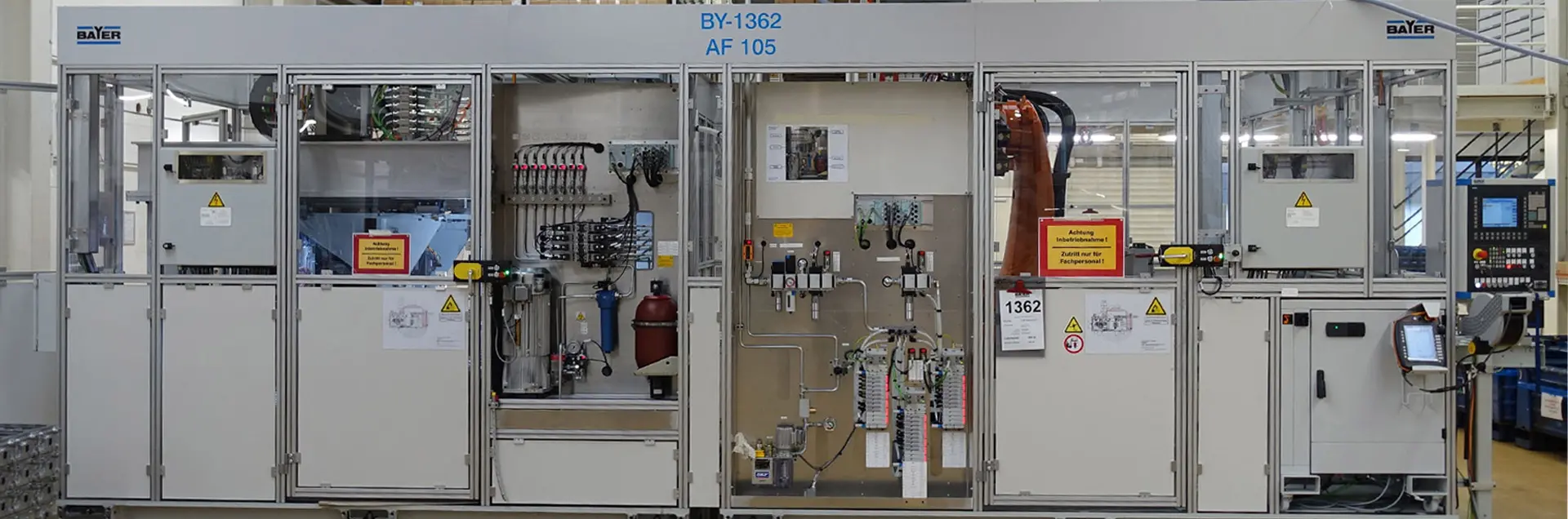
全自动搅拌摩擦焊
在入口料道上分离并对准未经加工的气缸盖。通过对象识别决定将哪个型号不经加工抛出,或者借助搬运机械手将哪个型号装载到工位 2 装载位置的 4 层圆工作台上。
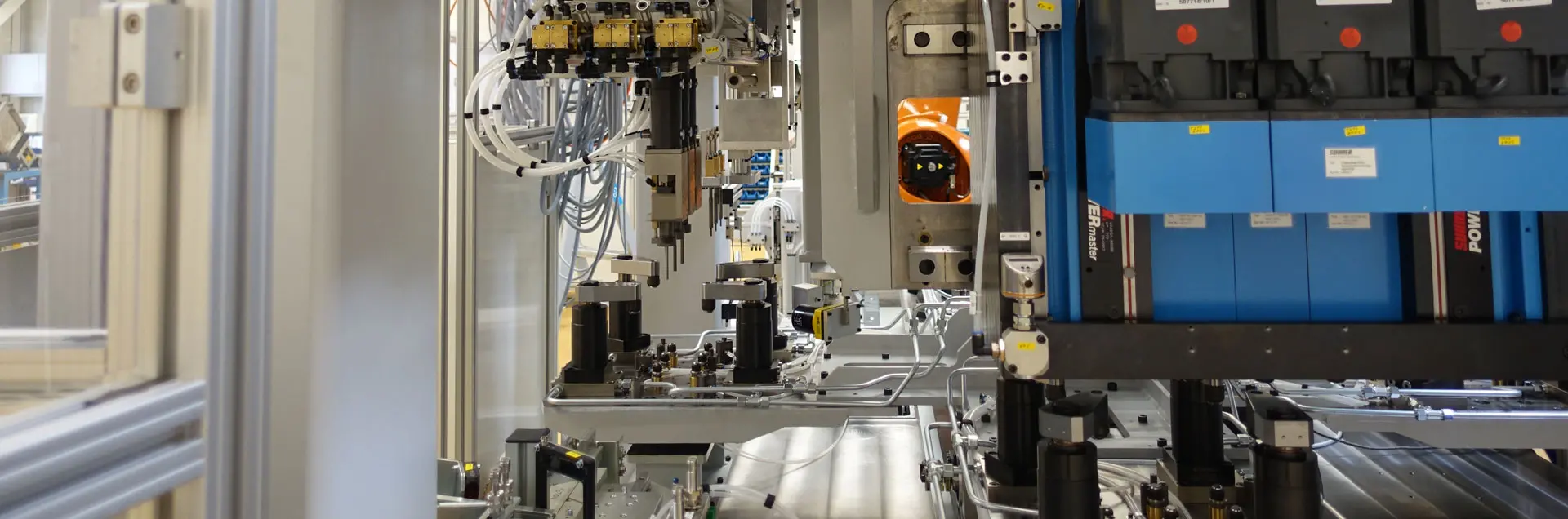
在工位 3 中通过力-行程监控塞子的装配以及使用气动脉冲锤再锻至所需的深度。工位 3 中的机器识别已装配好的气缸盖,将它们不经加工继续运输。
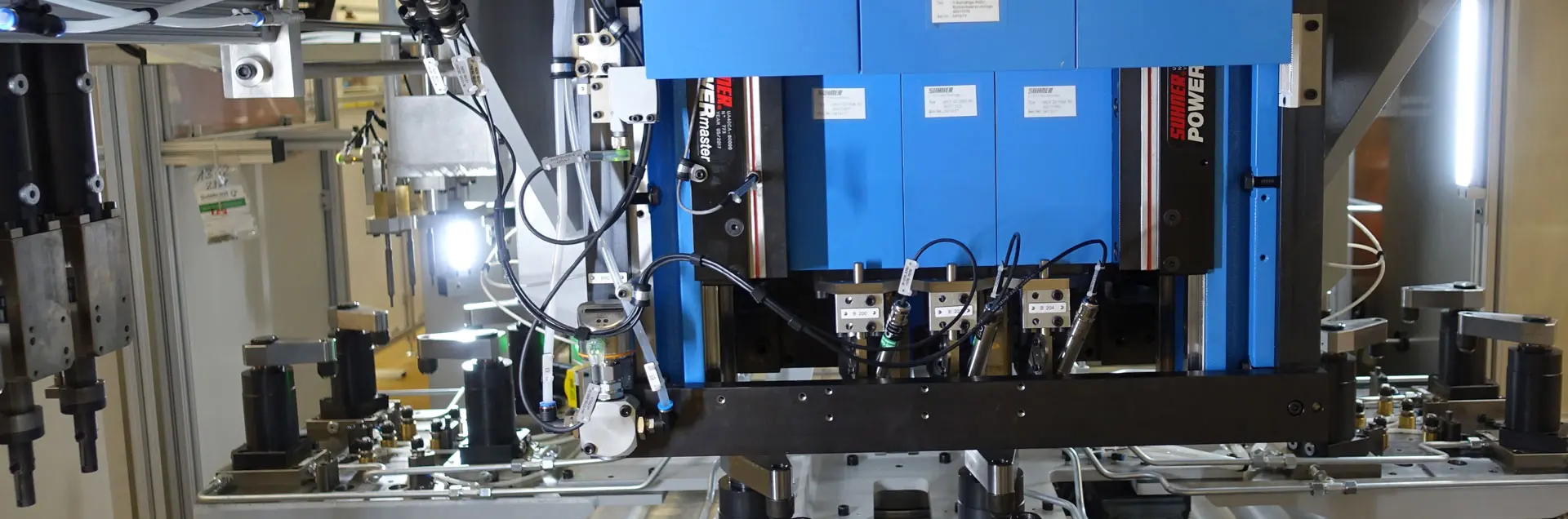
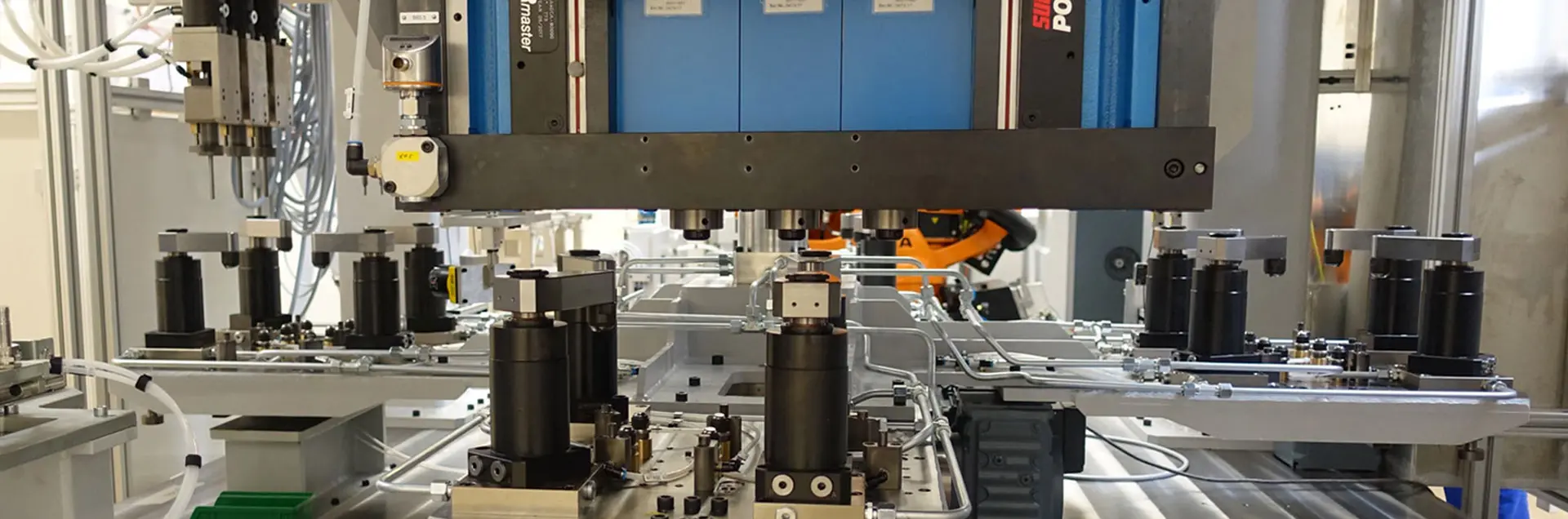
工位 4 中的 3 层主轴箱单元将生产出的塞子/气缸盖组合最终通过搅拌摩擦焊自行连接在一起。
在整个焊接过程中,在每根主轴上调节规定的转速、进给、轴向力分布、扭矩值和 Z 轴调节位置修正值,并与一个时间戳一起保存。