在高检测压力下对体积庞大的工件进行氦气密封性检测和机械手搬运
管状横梁是在轿车车身中作为压缩空气存储器使用的轴体。
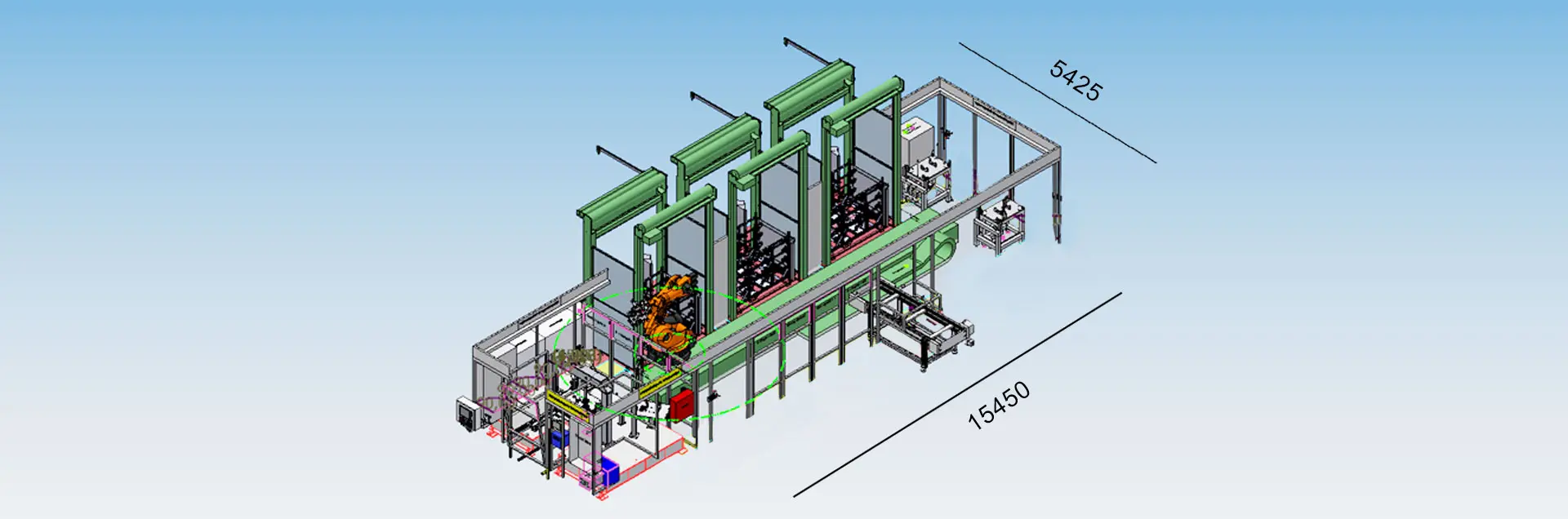
由客户将货物支架上的工件装载到通过安全卷帘门保护的准备位置中。线性轴上的机械手装载和卸载货物支架和密封性检测工位。密封性检测工位和配备机械手的卷帘门存储器分别有自身的安全回路。
工位 1 中的机械手取出工件,将其放到型号检查工位中。这时摄像头检查清晰字体名称,读取并保存名称。在此期间,机械手提取经过密封性检测的工件,将其放到临时存放架中。之后机械手将经过型号检查的零件放到密封性检测工位的送入滑座上。送入滑座将工件送入检测位置。
在工位 2 中夹紧、密封工件,经过一个检测钟罩,将工件内腔抽真空。在粗略泄漏测试结束之后,一个为此而自主研发的气体混合器为工件内腔填充空气与氦气的混合气体,启动实际的密封性检测流程。这时对检测钟罩内的氦气浓度进行检测,检查其是否可能升高。
在检测结束之后,抽出空气与氦气的混合气体,由客户方面进行废弃处理。
工位 3 中的机械手抛出不合格件,将它们放到传送带上。
设备方面有一项功能可漏入主控件。在出现 N 个不合格件或者达到规定的样件数量之后,该功能可将主控件自动漏入工位中,在有或者没有可旋入的泄漏测试装置情况下进行检测。也可以通过安装在设备中的泄漏测试装置设置可变泄漏率。